
Elektriska anslutningar är grunden för alla moderna elektriska och elektroniska system. Från bilkablage och industriell automationsutrustning till flygelektronik och medicinsk utrustning, pålitliga elektriska anslutningar är avgörande för systemsäkerhet och långsiktig prestanda.
Bland de olika anslutningsmetoderna, trådkrympning har blivit den mest använda tekniken för att ansluta ledningar till terminaler och kontakter. Dock, att uppnå konsekventa och hållbara anslutningar kräver efterlevnad av erkända standarder för trådpressning.
Standarder som t.ex IPC/WHMA-A-620, UL 486A-B, och SAE AS7928 definiera strikta krav på krimpgeometri, dragstyrka, inspektionsmetoder, och processkontroll. Att följa dessa standarder hjälper tillverkare att minska defekter, förbättra elektrisk prestanda, och säkerställa efterlevnad i alla branscher.
I den här guiden, vi utforskar de viktigaste standarderna för trådpressning, crimpningsprocessen, och nyckelfaktorerna som avgör crimpkvaliteten.
Vad är Wire Crimping?
Trådpressning är en mekanisk process som används för att ansluta en tråd till en terminal eller anslutning genom att applicera tryck med ett specialiserat pressverktyg. Under pressningsprocessen, anslutningshylsan komprimeras runt trådledaren, bildar en säker mekanisk och elektrisk anslutning.
Till skillnad från lödning, krimpning kräver inte värme eller ytterligare material. I stället, krimpverktyget deformerar metallterminalen exakt så att den greppar tätt om ledartrådarna.
En korrekt utförd crimp bildar vad som kallas en gastät anslutning. Detta innebär att kompressionen mellan ledaren och terminalen förhindrar att syre och fukt kommer in i fogen. Som ett resultat, anslutningen blir mycket motståndskraftig mot korrosion och bibehåller stabil elektrisk ledningsförmåga över tid.
På grund av dessa fördelar, crimpning används ofta i:
-
Kablage för fordon
-
Industriella styrsystem
-
Flygelektronik
-
Telekommunikationsutrustning
-
Medicinsk utrustning
Varför korrekt pressning säkerställer tillförlitliga elektriska anslutningar
Kvaliteten på en krympt anslutning påverkar direkt både mekanisk stabilitet och elektrisk prestanda av ett ledningssystem.
Mekanisk styrka
En korrekt hoppressad terminal ger stark mekanisk retention mellan ledningen och terminalen. Detta förhindrar att tråden lossnar på grund av vibrationer, mekanisk stress, eller upprepade rörelser. I applikationer som bilkablage, starka krimpförband är avgörande för långsiktig tillförlitlighet.
Elektrisk prestanda
Crimpning skapar en stor kontaktyta mellan ledartrådarna och anslutningshylsan. Detta säkerställer lågt elektriskt motstånd, tillåter ström att flyta effektivt utan att generera överdriven värme.
Miljömotstånd
Gastäta crimpanslutningar skyddar kontaktytan från oxidation och fukt. Detta gör krimpade terminaler mycket motståndskraftiga mot miljöfaktorer som fukt, temperaturfluktuationer, och kemisk exponering.
När crimpning standarder inte följs, problem som högt motstånd, lösa anslutningar, och för tidigt fel kan inträffa.
Viktiga trådpressningsstandarder i branschen
Flera internationella standarder definierar kraven för korrekt trådpressning. Dessa standarder säkerställer konsekvent kvalitet och säkerhet i alla branscher.
IPC/WHMA-A-620
IPC/WHMA-A-620 är en av de mest erkända standarderna för kabel- och ledningsnätaggregat. Den definierar utförandekriterier för crimpanslutningar, inklusive acceptabel crimpgeometri, krav på visuell inspektion, och mekanisk styrka.
Denna standard används ofta inom elektroniktillverkning, industriell utrustning, och flygsystem.
UL 486A-B
UL 486A-B fokuserar på säkerhetskrav för ledningskontakter och terminaler. Den definierar prestationskriterier som dragstyrka, elektrisk ledningsförmåga, och isoleringssäkerhet. Många elektriska produkter måste uppfylla UL-standarder för att bli godkända för användning i Nordamerika.
SAE AS7928
SAE AS7928 används främst i fordons- och flygindustrin. Den fastställer detaljerade krav för krympta elektriska kontakter, inklusive crimphöjdtoleranser, materialspecifikationer, och testprocedurer.
IEC, FRÅN, och ISO-standarder
Internationella standarder som IEC 60352-2 och DIN-specifikationer ger också riktlinjer för lödfria crimpanslutningar, hylsor, och kraftterminaler som används i industriella elektriska system.
Industritillämpningar av trådpressningsstandarder
Olika industrier kräver specifika crimpningsstandarder beroende på miljöförhållanden och systemkrav.
Kabelnät för fordon
Elektriska system för fordon fungerar i miljöer med konstant vibration, temperaturförändringar, och mekanisk stress. Standarder som USCAR och SAE definierar strikta krav för fordonspresskopplingar.
Bilterminaler används ofta F-crimp design, som ger stark mekanisk retention och pålitlig elektrisk kontakt.
Flyg- och rymdsystem
Flyg- och rymdtillämpningar kräver högsta tillförlitlighet. Standarder som IPC-klass 3 och NASA:s riktlinjer säkerställer att krimpade anslutningar tål extrema temperaturer, vibration, och höjdförhållanden.
Varje krimpfog måste klara strikta inspektions- och testprocedurer.
Medicinsk utrustning
Medicinsk utrustning kräver mycket tillförlitliga ledningssystem på grund av patientsäkerhetsöverväganden. Crimpanslutningar som används i medicinska kabelenheter måste uppfylla kraven på både elektrisk tillförlitlighet och biokompatibilitet.
Tillverkare upprätthåller också strikt dokumentation och spårbarhet för varje komponent.
Industriell automation och kraftsystem
Industriell utrustning och kontrollpaneler är starkt beroende av krimpade anslutningar för motorer, sensorer, PLC:er, och kraftdistributionssystem. Hylskrympningar används vanligtvis för att förhindra skador på trådtråden i skruvterminaler.
Standard krympningsprocess för kabelstammar
Krympningsprocessen som används vid tillverkning av kablage följer vanligtvis flera nyckelsteg.

1. Avisolering av tråd
Isoleringen avlägsnas försiktigt från tråden för att exponera ledaren. Avisoleringslängden måste matcha terminaldesignen för att säkerställa korrekt kontakt.
2. Trådinsättning
Den exponerade ledaren förs in i anslutningshylsan tills den når rätt position.
3. Crimp kompression
Ett kalibrerat krimpverktyg komprimerar terminalröret runt ledaren, bildar den mekaniska och elektriska anslutningen.
4. Visuell inspektion
Operatörer inspekterar krimpningen för korrekt ledningsplacering, korrekt klockbildning, och isoleringsstöd.
5. Mekanisk och elektrisk provning
Den färdiga krimpningen kan genomgå dragtestning eller motståndsmätning för att verifiera överensstämmelse med erforderliga standarder.
Faktorer som påverkar crimpkvaliteten
Flera faktorer påverkar kvaliteten och tillförlitligheten hos crimpanslutningar.
Trådkonstruktion
Trådade trådar är i allmänhet att föredra för krympning eftersom de ger bättre flexibilitet och fördelar kompressionen jämnt över ledaren.
Kompatibilitet med trådstorlek
Trådmätaren måste matcha storleken på terminalröret. Felaktig dimensionering kan leda till svaga anslutningar eller ofullständig kompression.
Remslängd
Korrekt strippningslängd säkerställer att ledaren kommer i full kontakt med terminalen utan att exponera överdriven tråd.
Materialkvalitet
Kopparledare av hög kvalitet och korrekt pläterade terminaler förbättrar den elektriska ledningsförmågan och korrosionsbeständigheten.
Verktygskompatibilitet
Crimpverktyg måste matcha terminalens design och trådstorlek. Användning av felaktiga verktyg kan resultera i deformationsfel eller otillräcklig kompression.
Isoleringsstöd
En välformad isoleringspressning ger avlastning och förhindrar att mekanisk belastning överförs till ledaren.
Nyckelindikatorer för högkvalitativa crimpanslutningar
Högkvalitativa crimpanslutningar kan utvärderas genom flera mätbara indikatorer.
Mekanisk dragstyrka
Dragtest bestämmer kraften som krävs för att separera tråden från terminalen. Den erforderliga dragstyrkan varierar beroende på trådstorlek och industristandarder.
Elektriskt motstånd
Lågt elektriskt motstånd indikerar en stark metall-till-metall-koppling och effektivt strömflöde.
Dimensionell noggrannhet
Mått som t.ex krimphöjd, krimpbredd, och klockmunbildning hjälpa till att verifiera att crimpen uppfyller specifikationstoleranserna.
Testmetoder för crimpkvalitet
Tillverkare använder flera testmetoder för att verifiera krimpkvaliteten.
Dragkraftstestning
Mäter den mekaniska retentionshållfastheten hos crimpanslutningen.
Test av elektriskt motstånd
Utvärderar den elektriska prestandan och identifierar potentiella konduktivitetsproblem.
Tvärsnittsanalys
Ett tvärsnitt av den krympta terminalen avslöjar intern kompression och strängfördelning.
Visuell inspektion
Visuell inspektion upptäcker defekter som sprickor, överkrympning, eller felaktig ledningsplacering.
Typer av pressverktyg som används vid tillverkning
Olika typer av pressverktyg används beroende på produktionsvolym och tillämpning.
Manuella pressverktyg
Handdrivna crimpers används vanligtvis för små produktionsserier och underhållsarbete.
Applikationsspecifika krympverktyg
Vissa verktyg är designade för specifika terminaler eller kontakter, inklusive koaxialkabelkrympare och hylskrympverktyg.
Automatiserade och drivna presssystem
Storskalig tillverkning använder ofta pneumatik, hydraulisk, eller batteridrivna crimpsystem för att uppnå konsekventa resultat och högre produktivitet.
Vanliga crimptyper som används i olika branscher
Olika crimpdesigner används beroende på applikation.
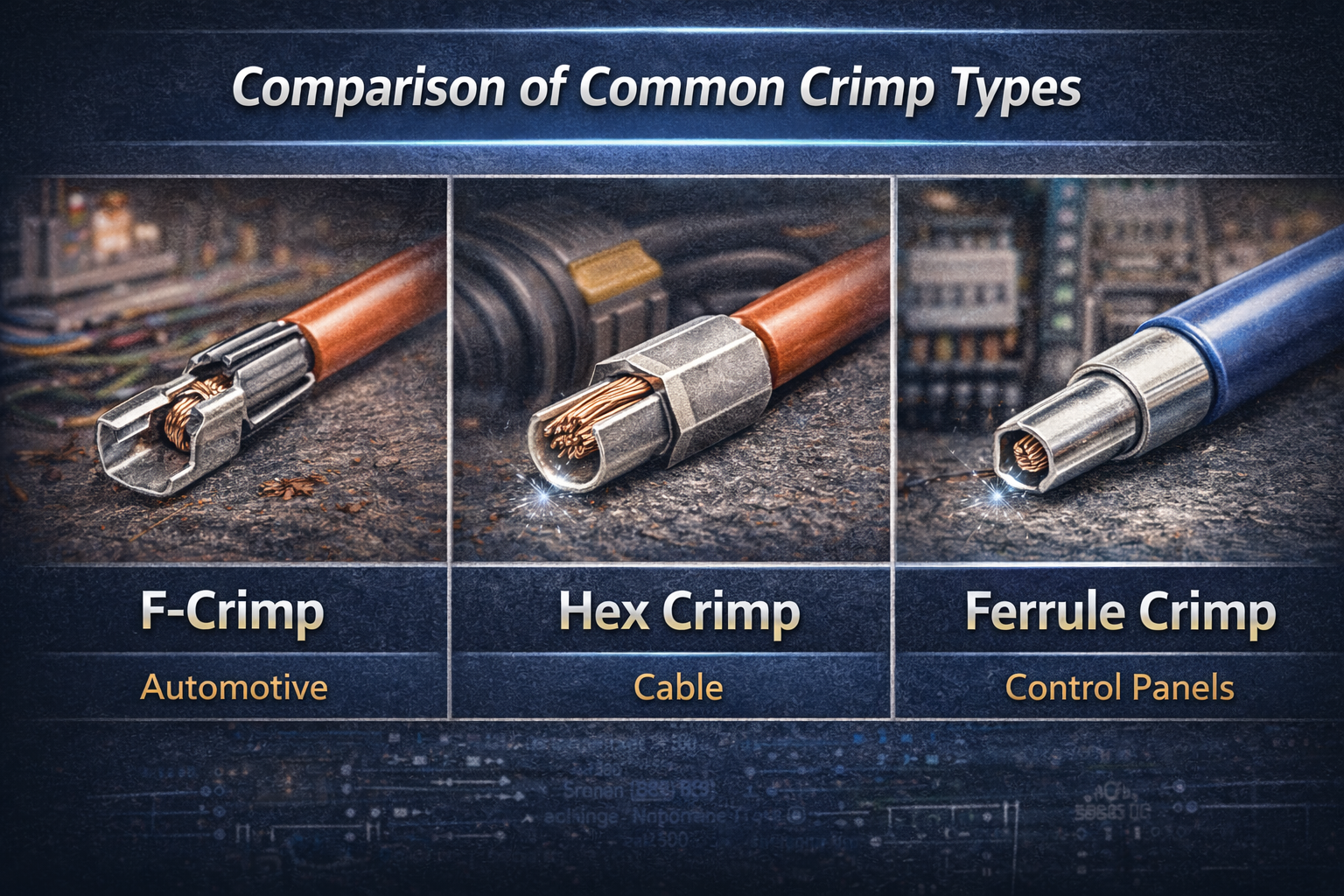
F-Crimp
Används i stor utsträckning i bilkablage för terminaler med öppna fat.
Indrag Crimp
Vanligt inom flygtillämpningar som kräver exakt kompression och hög tillförlitlighet.
Hex Crimp
Används för stora strömkablar och kraftiga elskor.
Ferrule Crimp
Används vanligtvis i industriella kontrollpaneler för att skydda tvinnade ledningar.
Koaxial Crimp
Används i signalöverföringskablar för att bibehålla konsekvent impedans.
Bästa tillvägagångssätt för att säkerställa konsekvent krimpkvalitet
För att bibehålla hög crimpkvalitet, tillverkare bör genomföra strikta processkontrollåtgärder.
Bästa metoder inkluderar:
-
Använder högkvalitativa terminaler och ledare
-
Kalibrering av pressverktyg regelbundet
-
Följer erkända internationella standarder
-
Utföra rutininspektioner och tester
-
Upprätthålla full materialspårbarhet
Dessa åtgärder hjälper till att säkerställa konsekvent prestanda över produktionspartier och minskar risken för fältfel.
Slutsats
Trådpressningsstandarder spelar en avgörande roll för att säkerställa tillförlitliga elektriska anslutningar inom ett brett spektrum av industrier. Genom att följa erkända standarder som IPC/WHMA-A-620, UL 486A-B, och SAE AS7928, tillverkare kan producera hållbara ledningssystem som uppfyller stränga säkerhets- och prestandakrav.
Rätt krympningsteknik, kombinerat med rätt verktyg och material, förbättra tillförlitligheten och livslängden för elektriska anslutningar avsevärt.
För industrier som förlitar sig på högpresterande kablage och terminaler, att upprätthålla strikt efterlevnad av trådpressningsstandarder är avgörande för långsiktig framgång.
Vanliga frågor
1. Vad är standarder för trådpressning?
Kabelkrympningsstandarder är tekniska riktlinjer som definierar hur kablar ska krympas ordentligt till terminaler eller kontakter. Dessa standarder anger krav på crimpgeometri, dragstyrka, inspektion, och testning för att säkerställa säkra och tillförlitliga elektriska anslutningar.
2. Vilken är den mest använda trådpressningsstandarden?
En av de mest använda standarderna är IPC/WHMA-A-620, som definierar kvalitetskraven för kabel- och ledningsnätaggregat. Andra vanliga standarder inkluderar UL 486A-B, SAE AS7928, och IEC 60352-2.
3. Varför är korrekt trådpressning viktigt?
Korrekt trådpressning säkerställer stark mekanisk retention och lågt elektriskt motstånd. En väl genomförd presskoppling kan förhindra överhettning, signalförlust, och elektriska fel i ledningssystem.
4. Vad är en gastät crimpanslutning?
En gastät crimp-anslutning uppstår när terminalhylsan trycker ihop trådtrådarna tillräckligt hårt för att eliminera luftgap. Detta förhindrar att syre och fukt kommer in i anslutningen, minskar korrosion och förbättrar långsiktig tillförlitlighet.
5. Vilka är de vanligaste typerna av crimpanslutningar?
Vanliga crimptyper inkluderar:
-
F-krymp – används ofta i kablage till bilar
-
Hexkrympning – används vanligtvis för strömkablar och kraftiga terminaler
-
Hylskrympning – används i industriella kontrollpaneler
-
Indrag krympning – används i rymd- och högtillförlitliga system
6. Hur kontrollerar du kvaliteten på en crimp-anslutning?
Crimpkvaliteten verifieras vanligtvis genom:
-
Dragkraftstestning
-
Elektrisk resistansmätning
-
Tvärsnittsanalys
-
Visuell inspektion av krimpgeometrin
Dessa tester säkerställer att crimpen uppfyller industristandarder.
7. Vad orsakar dåliga crimpanslutningar?
Dåliga crimpanslutningar orsakas ofta av:
-
Fel trådstorlek
-
Felaktiga pressverktyg
-
Felaktig crimphöjd
-
Dålig kvalitet på terminalmaterial
-
Felaktig avisoleringslängd
Dessa problem kan resultera i lösa anslutningar eller elektriska fel.
8. Vilka verktyg används för trådpressning?
Trådpressning kan utföras med olika verktyg, inklusive:
-
Manuella pressverktyg
-
Ratchet crimpers
-
Pneumatiska crimpmaskiner
-
Hydrauliska pressverktyg
-
Automatiserad pressutrustning som används vid storskalig tillverkning av kablage.
9. Vilka industrier förlitar sig på trådpressningsstandarder?
Trådpressningsstandarder används flitigt i industrier som t.ex:
-
Biltillverkning
-
Flyg och försvar
-
Industriell automation
-
Telekommunikation
-
Tillverkning av medicinsk utrustning
Dessa industrier kräver mycket tillförlitliga elektriska anslutningar.
10. Hur kan tillverkare säkerställa konsekvent crimpkvalitet?
Tillverkare kan bibehålla konsekvent crimpkvalitet genom att:
-
Använder högkvalitativa terminaler och kablar
-
Kalibrering av pressverktyg regelbundet
-
Följer internationella standarder
-
Genomförande av strikta kvalitetskontrollförfaranden
-
Upprätthålla spårbarhet av material och produktionsprocesser.
