
Kết nối điện đáng tin cậy bắt đầu bằng một dây uốn đáng tin cậy. Trong các ngành công nghiệp như hệ thống dây điện ô tô, điện tử tiêu dùng, tự động hóa công nghiệp, thiết bị, và thiết bị viễn thông, uốn thùng mở là một trong những phương pháp chấm dứt được sử dụng rộng rãi nhất vì nó mang lại tốc độ, tính nhất quán, và hiệu suất lâu dài.
Nếu bạn là lắp ráp dây điện, chọn thiết bị đầu cuối cho một dự án mới, hoặc khắc phục sự cố về chất lượng uốn, hiểu rõ quy trình uốn thùng mở là điều cần thiết.
Hướng dẫn này giải thích uốn thùng mở là gì, quy trình hoạt động như thế nào, khiếm khuyết chung, tiêu chuẩn kiểm tra, lựa chọn dụng cụ, và cách chọn thiết bị đầu cuối thùng hở chất lượng cao để sử dụng trong sản xuất.
Uốn thùng mở là gì?
Uốn thùng hở là phương pháp đầu cuối dây sử dụng thiết bị đầu cuối có hai bộ cánh mở (hoặc tab) được nén cơ học xung quanh dây bị tước và lớp cách điện bằng dụng cụ hoặc máy uốn.
Nó thường được gọi:
F-uốn
Uốn cánh mở
Uốn thiết bị đầu cuối ô tô
Đóng dấu thiết bị đầu cuối
Sau khi uốn:
Một đôi cánh nắm lấy sợi dây dẫn
Một bộ khác hỗ trợ dây cách điện
Điều này tạo ra một kết nối điện và cơ khí an toàn mà không cần hàn.
Tại sao nó được sử dụng rộng rãi
Máy uốn thùng mở được ưa chuộng hơn vì chúng cung cấp:
Tốc độ lắp ráp nhanh
Độ lặp lại tuyệt vời
Kết nối điện trở thấp
Khả năng giữ kéo ra mạnh mẽ
Khả năng tương thích với máy uốn tự động
Chi phí sản xuất thấp hơn khi sản xuất số lượng lớn
Ứng dụng phổ biến
Thiết bị đầu cuối thùng mở được sử dụng rộng rãi trong:
Dây nịt dây kỹ thuật ô tô
Đầu nối kỹ thuật điện tử
Hệ thống điều khiển tự động hóa công nghiệp
Thiết bị viễn thông
Thiết bị gia dụng
Hệ thống pin
Cảm biến và công tắc
Giải phẫu của một thiết bị đầu cuối thùng mở
Hiểu cấu trúc đầu cuối giúp cải thiện chất lượng uốn và lựa chọn nhà cung cấp.
Một thiết bị đầu cuối thùng mở điển hình bao gồm:
1. Cánh uốn dây dẫn
Những cánh nhỏ hơn này quấn chặt quanh các sợi đồng bị tước để tạo ra tiếp xúc điện.
2. Cánh hỗ trợ cách nhiệt
Những cánh lớn hơn này giữ vỏ dây để giảm căng thẳng và căng thẳng do rung động.
3. Phần liên hệ
Khu vực giao phối chèn vào vỏ đầu nối và kết nối với thiết bị đầu cuối tương ứng.
4. Cây thương giữ lại
Khóa thiết bị đầu cuối bên trong vỏ nhựa sau khi lắp vào.
5. Dải vận chuyển (để cung cấp cuộn)
Dùng cho máy gấp mép tự động trước khi tách các đầu nối.
Vật liệu phổ biến cho thiết bị đầu cuối thùng mở
Vật liệu đầu cuối ảnh hưởng trực tiếp đến độ dẫn điện, lực mùa xuân, chống ăn mòn, và chất lượng hình thành.
Thau
Phổ biến cho các ứng dụng chung do độ dẫn điện tốt và cân bằng chi phí.
đồng phốt pho
Hiệu suất lò xo tốt hơn và khả năng chống mỏi.
Hợp kim đồng
Được sử dụng cho các yêu cầu tùy chỉnh hoặc độ dẫn điện cao hơn.
Tùy chọn mạ chung
mạ thiếc
Mạ niken
Mạ bạc
Mạ vàng (ứng dụng tín hiệu đặc biệt)
Nếu bạn cần kết quả uốn phù hợp, độ cứng vật liệu và độ dày lớp mạ phải ổn định từ mẻ này sang mẻ khác.
Giải thích từng bước về quy trình uốn thùng mở
Đây là quy trình sản xuất cốt lõi.
Bước chân 1: Chọn thiết bị đầu cuối chính xác
Chọn một thiết bị đầu cuối được thiết kế cho:
Thước dây đúng (AWG / mm²)
Tải hiện tại cần thiết
Khả năng tương thích của vỏ đầu nối
Điều kiện môi trường
Lắp ráp thủ công hoặc tự động
Sử dụng sai kích thước thiết bị đầu cuối là nguyên nhân hàng đầu gây ra lỗi ngăn kéo.
Bước chân 2: Chọn dây đúng
Kiểm tra:
Kích thước dây dẫn
Kiểu mắc kẹt
Đường kính cách nhiệt
Vật liệu (đồng, đồng đóng hộp, vân vân.)
Thiết bị đầu cuối được thiết kế cho 22–18 AWG có thể bị lỗi nếu sử dụng trên 16 dây AWG.
Bước chân 3: Tước dây đúng cách
Tước dây phải loại bỏ lớp cách điện sạch sẽ mà không làm hỏng sợi.
Cách thực hành tốt nhất:
Không cắt sợi
Không có biệt danh đồng
Chiều dài dải chính xác
Không có sợi xoắn
Nếu chiều dài dải quá ngắn, dây dẫn uốn trở nên yếu. Nếu quá dài, dây tiếp xúc có thể tạo ra quần short.
Bước chân 4: Tải thiết bị đầu cuối vào dụng cụ
Chèn thiết bị đầu cuối vào:
Khuôn uốn tay
Dụng cụ chết
Máy bán tự động
Máy ép cốt hoàn toàn tự động
Thiết bị đầu cuối phải căn chỉnh hoàn hảo.
Bước chân 5: Chèn dây
Dây dẫn bị tước phải đi hoàn toàn vào thùng dây dẫn trong khi lớp cách nhiệt nằm dưới cánh cách điện.
Nguyên nhân đặt sai vị trí:
Nếp gấp lỏng lẻo
Cắt sợi
Tab cong
Lực kéo kém
Bước chân 6: Thực hiện chu trình uốn
Công cụ nén cả hai phần cánh thành hình được thiết kế.
Việc nén đúng sẽ tạo ra:
Tiếp xúc kim loại kín khí
Khả năng giữ cơ học mạnh mẽ
Sức đề kháng ổn định
Bước chân 7: Kiểm tra nếp gấp
Mỗi lần uốn thành phẩm phải được kiểm tra trực quan và kích thước.
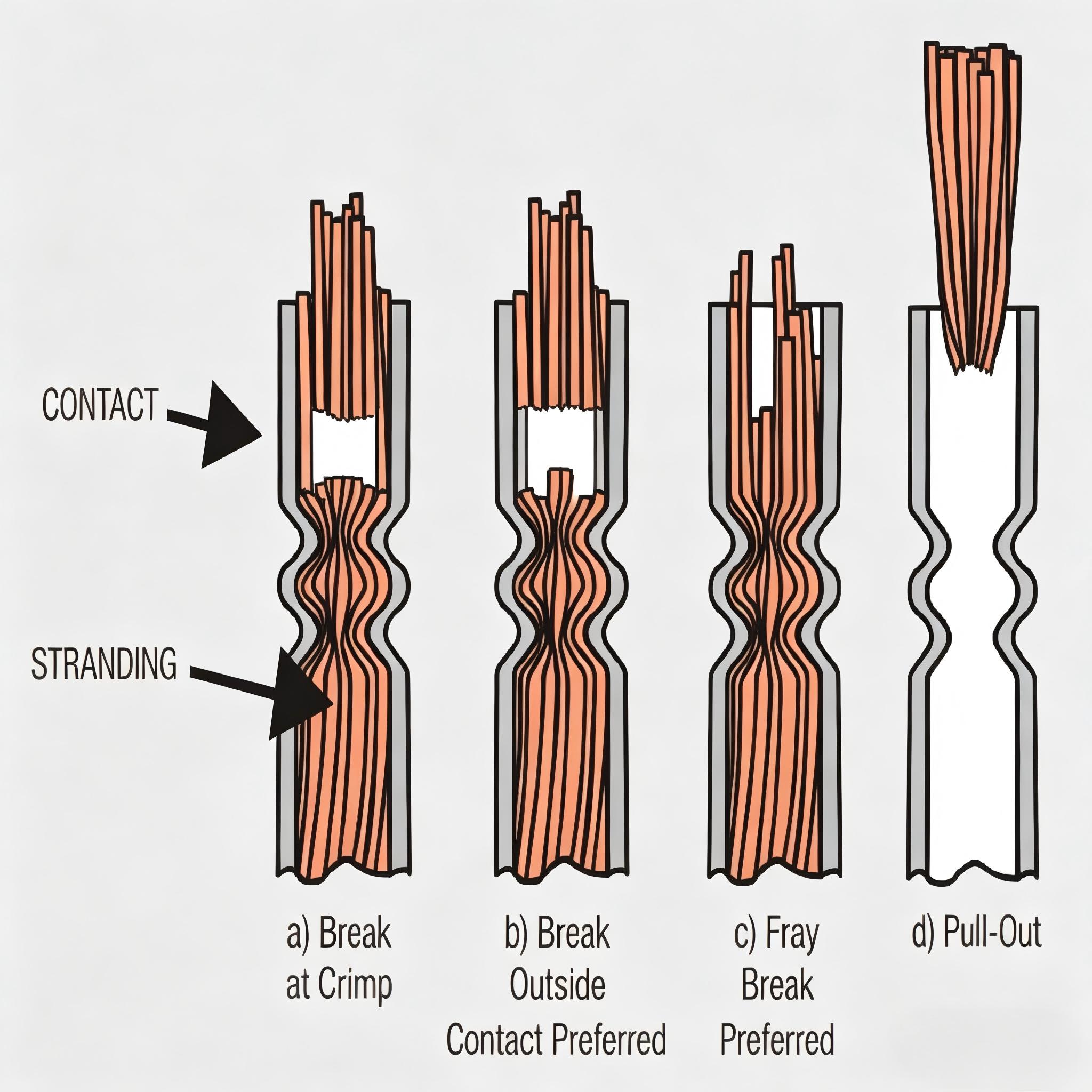
Bước chân 8: Thực hiện kiểm tra lực kéo
Thử nghiệm kéo kéo xác nhận độ bền duy trì.
Đối với dây chuyền sản xuất, kiểm tra phá hủy định kỳ là thực hành chất lượng tiêu chuẩn.
Điều gì tạo nên một uốn thùng mở tốt?
Uốn chất lượng cao không chỉ là “dây được gắn vào đầu cuối”.
Nó nên có:
Nén dây dẫn thích hợp
Không có sợi nào bị đứt
Gấp cánh đối xứng
Hình thành miệng chuông đúng cách
Chiều cao uốn ổn định
Hỗ trợ cách nhiệt mà không cần nghiền áo khoác
Lực kéo ra mạnh mẽ
Điện trở thấp
Tiêu chuẩn chất lượng uốn thùng mở bạn nên biết
Các nhà sản xuất thường sử dụng các tiêu chuẩn nội bộ cộng với hướng dẫn của ngành từ IPC và WHMA.
Các hạng mục kiểm tra chính
| Mục kiểm tra | Kết quả chấp nhận được |
| Chiều cao uốn | Trong đặc điểm kỹ thuật |
| Chiều rộng uốn | Nhất quán |
| Bàn chải dây | Có thể nhìn thấy phần mở rộng dây dẫn nhẹ |
| Bellmouth | Hiện tại và mịn màng |
| Thiệt hại sợi | Không có |
| Lực kéo | Đáp ứng yêu cầu |
| Tay cầm cách nhiệt | Chắc chắn, không bị nghiền nát |
| Hình dạng thiết bị đầu cuối | Không biến dạng |
Kiểm soát chiều cao uốn
Chiều cao uốn là một trong những phép đo quan trọng nhất. Nó ảnh hưởng trực tiếp đến lực nén.
Quá cao = dưới nếp gấp
Quá thấp = uốn quá mức
Sử dụng micromet đã hiệu chuẩn và giám sát SPC trong sản xuất hàng loạt.
Kiểm tra lực kéo
Lực kéo tối thiểu phụ thuộc vào kích thước dây, vật liệu, và tiêu chuẩn của khách hàng.
Khái niệm ví dụ:
Dây nhỏ hơn = ngưỡng lực thấp hơn
Dây lớn hơn = ngưỡng cao hơn
Luôn xác thực bằng các yêu cầu ứng dụng thực tế.
Các lỗi uốn thùng mở thường gặp và cách khắc phục
Vấn đề sản xuất thường đến từ dụng cụ, cài đặt, biến đổi vật chất, hoặc lỗi vận hành.
| Vấn đề | Nguyên nhân có thể xảy ra | Giải pháp |
| Dây lỏng | Dưới uốn | Giảm chiều cao uốn |
| Cắt sợi | Uốn quá mức | Tăng chiều cao uốn |
| Thiết bị đầu cuối uốn cong | Sai lệch | Đặt lại dụng cụ |
| Rút thiết bị đầu cuối | Kích thước dây sai | Kết hợp dây và thiết bị đầu cuối |
| Hư hỏng cách nhiệt | Áp suất dư thừa | Điều chỉnh uốn cách nhiệt |
| Sức đề kháng cao | Nén dây dẫn kém | Hiệu chỉnh lại công cụ |
| Vấn đề chèn nhà ở | biến dạng mũi thương | Cải thiện sự liên kết cho ăn |
Mẹo ngăn ngừa lỗi
Sử dụng dụng cụ được chứng nhận
Kiểm tra mẫu bài viết đầu tiên
Đo chiều cao uốn thường xuyên
Thay thế khuôn bị mòn
Sử dụng vật liệu đầu cuối ổn định
Người điều hành tàu
Máy và dụng cụ uốn thùng mở
Lựa chọn công cụ ảnh hưởng đến tốc độ, tính nhất quán, và chi phí.
Dụng cụ uốn tay
Tốt nhất cho:
Sửa chữa
nguyên mẫu
Sản xuất khối lượng thấp
Thuận lợi:
Đầu tư thấp
Cầm tay
Hạn chế:
phụ thuộc vào nhà điều hành
Tính nhất quán thấp hơn
Máy uốn tóc bán tự động
Tốt nhất cho:
Sản xuất khối lượng trung bình
Tính nhất quán tốt hơn
Thuận lợi:
Đầu ra nhanh hơn
Kết quả lặp lại nhiều hơn
Máy xử lý dây hoàn toàn tự động
Tốt nhất cho:
Sản xuất dây nịt số lượng lớn
Chức năng có thể bao gồm:
Cắt dây
Tước
uốn tóc bồng
Uốn hai đầu
Hệ thống kiểm tra
Nếu bạn tiến hành sản xuất hàng loạt, thiết bị đầu cuối cấp cuộn tương thích với máy là rất cần thiết.
Uốn thùng mở và đóng thùng
Nhiều người mua so sánh hai kiểu thiết bị đầu cuối này.
| Tính năng | thùng mở | Thùng kín |
| Tốc độ lắp ráp | Nhanh | Trung bình |
| Sự phù hợp của tự động hóa | Xuất sắc | Giới hạn |
| sử dụng ô tô | Rất cao | Vừa phải |
| Công việc sửa chữa | Vừa phải | Tốt |
| Hiệu quả chi phí | Khối lượng cao | Trung bình |
| Sức kéo | Tuyệt vời khi đúng | Tốt |
Để sản xuất dây nịt tự động, thiết bị đầu cuối thùng mở thường được ưa thích.
Cách chọn thiết bị đầu cuối thùng mở chất lượng cao
Không phải tất cả các thiết bị đầu cuối đều giống nhau. Độ chính xác dập kém hoặc nguyên liệu thô không ổn định tạo ra các vấn đề nghiêm trọng về chất lượng.
Người mua nên đánh giá những gì
1. Tính nhất quán về chiều
Chiều rộng thiết bị đầu cuối, hình dạng cánh, cây thương hình học, và dải cao độ phải vẫn chính xác.
2. Độ ổn định vật liệu
Sự thay đổi độ cứng gây ra lực nén uốn không nhất quán.
3. Kiểm soát Burr
Các gờ dư thừa có thể cắt các sợi dây hoặc chặn việc chèn vỏ.
4. Chất lượng mạ
Lớp mạ đồng nhất cải thiện khả năng chống ăn mòn và khả năng hàn khi cần thiết.
5. Độ chính xác của bao bì cuộn
Quan trọng đối với máy cho ăn tự động.
6. Truy xuất nguồn gốc sản xuất
Một nhà cung cấp chuyên nghiệp nên cung cấp hồ sơ kiểm tra và kiểm soát lô.
Tại sao các nhà sản xuất lấy nguồn thiết bị đầu cuối thùng mở từ các nhà máy chuyên nghiệp
Nếu độ tin cậy của sản phẩm phụ thuộc vào kết nối điện, chất lượng thiết bị đầu cuối không bao giờ được coi là mua hàng hóa.
Một nhà sản xuất thiết bị đầu cuối có năng lực có thể cung cấp:
Dập tiến bộ chính xác
Phát triển công cụ tùy chỉnh
Sản xuất dung sai chặt chẽ
Thiếc / niken / tùy chọn mạ chọn lọc
Cuộn hoặc bao bì lỏng lẻo
Thiết kế tương thích với đầu nối OEM
Thời gian giao hàng ổn định
Hỗ trợ uốn kỹ thuật
Đối với nhiều nhà sản xuất khai thác, thay đổi sang nhà cung cấp thiết bị đầu cuối tốt hơn ngay lập tức giảm thiểu việc bị từ chối và thời gian ngừng hoạt động.
Giải pháp thiết bị đầu cuối thùng mở tùy chỉnh
Nhiều khách hàng OEM cần thiết bị đầu cuối không chuẩn cho các ứng dụng độc đáo.
Tùy chọn tùy chỉnh có thể bao gồm:
Độ dày vật liệu đặc biệt
Hình học dòng điện cao
Thiết bị đầu cuối kết nối thu nhỏ
Thiết kế uốn dây đôi
Thiết bị đầu cuối tương thích với con dấu
Mạ nhiệt độ cao
Khoảng cách dải sóng mang tùy chỉnh
Nếu bạn có bản vẽ hoặc mẫu, thường có thể phát triển tùy chỉnh.
Cần thiết bị đầu cuối thùng mở chất lượng cao cho dự án của bạn?
Nếu bạn cần:
Thiết bị đầu cuối thùng mở tiêu chuẩn hoặc tùy chỉnh
Hiệu suất uốn ổn định
Thiết bị đầu cuối cuộn cho máy tự động
Mẫu nhanh và giá cả cạnh tranh
Liên hệ với chúng tôi với bản vẽ hoặc thông số kỹ thuật của bạn để báo giá.
FAQS
1.Thiết bị đầu cuối uốn thùng mở là gì?
Nó là một thiết bị đầu cuối kim loại được dập với các cánh mở được nén xung quanh các sợi dây dẫn và lớp cách điện.
2.Uốn thùng mở có tốt hơn hàn không?
Để sản xuất hàng loạt và chống rung, việc uốn tóc thường được ưa chuộng hơn vì nó nhanh hơn và ổn định hơn.
3.Nguyên nhân gây ra lực kéo yếu?
Các nguyên nhân phổ biến bao gồm uốn cong dưới, kích thước dây sai, sợi bị hư hỏng, hoặc thiết kế thiết bị đầu cuối kém.
4.Thiết bị đầu cuối thùng mở có thể được sử dụng trong hệ thống dây điện ô tô?
Đúng. Chúng được sử dụng rộng rãi trong các hệ thống khai thác ô tô trên toàn thế giới.
5.Làm cách nào để kiểm tra chất lượng uốn?
Sử dụng kiểm tra trực quan, đo chiều cao uốn, kéo thử nghiệm, và phân tích cắt ngang khi được yêu cầu.
6.Bạn có thể sản xuất thiết bị đầu cuối thùng mở tùy chỉnh không?
Đúng. Nhiều nhà máy thiết bị đầu cuối hỗ trợ dập tùy chỉnh dựa trên bản vẽ hoặc mẫu.

