
Reliable electrical connections begin with a reliable crimp. In industries such as automotive wiring, consumer electronics, industrial automation, appliances, and telecom equipment, open barrel crimping is one of the most widely used termination methods because it delivers speed, consistency, and long-term performance.
If you are assembling wire harnesses, selecting terminals for a new project, or troubleshooting crimp quality issues, understanding the open barrel crimping process is essential.
This guide explains what open barrel crimping is, how the process works, common defects, inspection standards, tooling choices, and how to select high-quality open barrel terminals for production use.
What Is Open Barrel Crimping?
Open barrel crimping is a wire termination method that uses a terminal with two sets of open wings (or tabs) that are mechanically compressed around a stripped wire and insulation using a crimping tool or machine.
It is often called:
F-crimping
Open wing crimping
Automotive terminal crimping
Stamped terminal crimping
After crimping:
One set of wings grips the conductor strands
Another set supports the wire insulation
This creates a secure electrical and mechanical connection without soldering.
Why It Is Widely Used
Open barrel crimps are preferred because they offer:
Fast assembly speed
Excellent repeatability
Low resistance connection
Strong pull-out retention
Compatibility with automatic crimping machines
Lower production cost in volume manufacturing
Common Applications
Open barrel terminals are widely used in:
Automotive Engineering wire harnesses
Electronics Engineering connectors
Industrial Automation control systems
Telecommunications equipment
Household appliances
Battery systems
Sensors and switches
Anatomy of an Open Barrel Terminal
Understanding terminal structure helps improve crimp quality and supplier selection.
A typical open barrel terminal includes:
1. Conductor Crimp Wings
These smaller wings wrap tightly around stripped copper strands to create electrical contact.
2. Insulation Support Wings
These larger wings hold the wire jacket to reduce vibration stress and strain.
3. Contact Section
The mating area that inserts into the connector housing and connects with the counterpart terminal.
4. Retention Lance
Locks the terminal inside the plastic housing after insertion.
5. Carrier Strip (for Reel Supply)
Used for automatic crimping machines before terminals are separated.
Common Materials for Open Barrel Terminals
Terminal material directly affects conductivity, spring force, corrosion resistance, and forming quality.
Brass
Popular for general applications due to good conductivity and cost balance.
Phosphor Bronze
Better spring performance and fatigue resistance.
Copper Alloys
Used for higher conductivity or custom requirements.
Common Plating Options
Tin plating
Nickel plating
Silver plating
Gold plating (special signal applications)
If you need consistent crimp results, material hardness and plating thickness must remain stable batch after batch.
Open Barrel Crimping Process Explained Step by Step
This is the core production process.
Step 1: Select the Correct Terminal
Choose a terminal designed for:
Correct wire gauge (AWG / mm²)
Required current load
Connector housing compatibility
Environmental conditions
Manual or automatic assembly
Using the wrong terminal size is a leading cause of pull-out failure.
Step 2: Choose the Correct Wire
Check:
Conductor size
Stranding type
Insulation diameter
Material (copper, tinned copper, etc.)
A terminal designed for 22–18 AWG may fail if used on 16 AWG wire.
Step 3: Strip the Wire Properly
Wire stripping must remove insulation cleanly without damaging strands.
Best practice:
No cut strands
No nicked copper
Correct strip length
No twisted-over strands
If strip length is too short, conductor crimp becomes weak. If too long, exposed wire may create shorts.
Step 4: Load the Terminal Into the Tooling
Insert the terminal into:
Hand crimp die
Applicator die
Semi-automatic machine
Fully automatic crimping press
The terminal must align perfectly.
Step 5: Insert the Wire
The stripped conductor should fully enter the conductor barrel while insulation sits under the insulation wings.
Misplacement causes:
Loose crimps
Cut strands
Bent tabs
Poor pull force
Step 6: Execute the Crimp Cycle
The tool compresses both wing sections into designed shapes.
Correct compression creates:
Gas-tight metal contact
Strong mechanical retention
Stable resistance
Step 7: Inspect the Crimp
Each finished crimp should be checked visually and dimensionally.
Step 8: Perform Pull Force Testing
A tensile pull test confirms retention strength.
For production lines, periodic destructive testing is standard quality practice.
What Makes a Good Open Barrel Crimp?
A high-quality crimp is more than “wire attached to terminal.”
It should have:
Proper conductor compression
No broken strands
Symmetrical wing fold
Correct bellmouth formation
Stable crimp height
Insulation support without crushing jacket
Strong pull-out force
Low electrical resistance
Open Barrel Crimp Quality Standards You Should Know
Manufacturers often use internal standards plus industry guidelines from IPC and WHMA.
Key Inspection Items
| Inspection Item | Acceptable Result |
| Crimp Height | Within specification |
| Crimp Width | Consistent |
| Wire Brush | Slight conductor extension visible |
| Bellmouth | Present and smooth |
| Strand Damage | None |
| Pull Force | Meets requirement |
| Insulation Grip | Secure, not crushed |
| Terminal Shape | No deformation |
Crimp Height Control
Crimp height is one of the most critical measurements. It directly affects compression force.
Too high = under crimp
Too low = over crimp
Use calibrated micrometers and SPC monitoring in mass production.
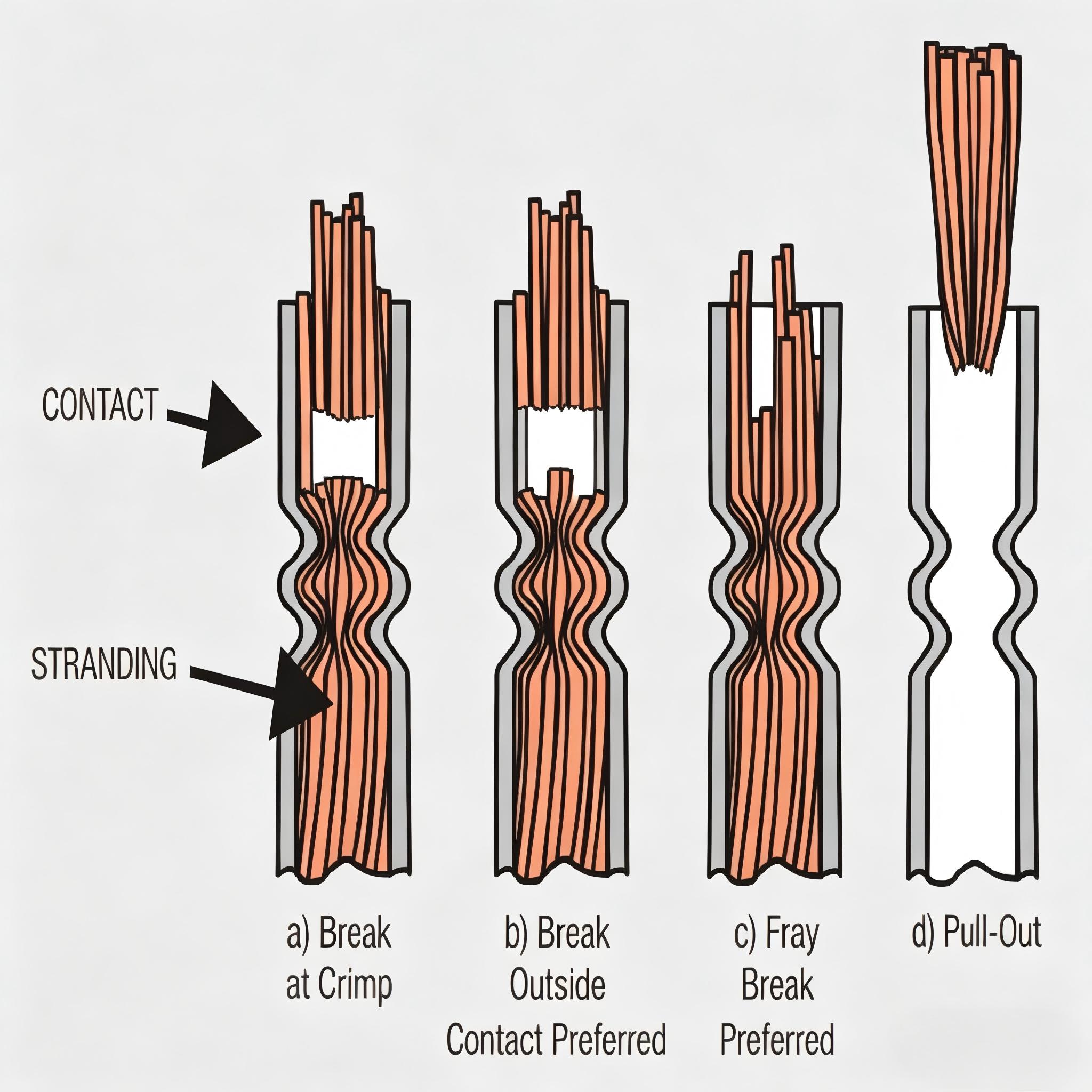
Pull Force Testing
Minimum pull force depends on wire size, material, and customer standard.
Example concept:
Smaller wires = lower force threshold
Larger wires = higher threshold
Always validate using actual application requirements.
Common Open Barrel Crimping Defects and How to Fix Them
Production problems often come from tooling, setup, material variation, or operator error.
| Problem | Likely Cause | Solution |
| Loose wire | Under crimp | Reduce crimp height |
| Cut strands | Over crimp | Increase crimp height |
| Bent terminal | Misalignment | Reset tooling |
| Terminal pullout | Wrong wire size | Match wire and terminal |
| Insulation damage | Excess pressure | Adjust insulation crimp |
| High resistance | Poor conductor compression | Recalibrate tool |
| Housing insertion issue | Lance deformation | Improve feeding alignment |
Defect Prevention Tips
Use certified tooling
Check first article samples
Measure crimp height regularly
Replace worn dies
Use stable terminal material
Train operators
Open Barrel Crimping Tools and Machines
Tool choice affects speed, consistency, and cost.
Hand Crimp Tools
Best for:
Repairs
Prototypes
Low-volume production
Advantages:
Low investment
Portable
Limitations:
Operator dependent
Lower consistency
Semi-Automatic Crimping Machines
Best for:
Medium-volume production
Better consistency
Advantages:
Faster output
More repeatable results
Fully Automatic Wire Processing Machines
Best for:
High-volume wire harness production
Functions may include:
Wire cutting
Stripping
Crimping
Double-end crimping
Inspection systems
If you run mass production, machine-compatible reel-fed terminals are essential.
Open Barrel vs Closed Barrel Crimping
Many buyers compare these two terminal styles.
| Feature | Open Barrel | Closed Barrel |
| Assembly Speed | Fast | Medium |
| Automation Suitability | Excellent | Limited |
| Automotive Use | Very High | Moderate |
| Repair Work | Moderate | Good |
| Cost Efficiency | High in volume | Medium |
| Pull Strength | Excellent when correct | Good |
For automated wire harness production, open barrel terminals are usually preferred.
How to Choose High-Quality Open Barrel Terminals
Not all terminals crimp the same. Poor stamping precision or unstable raw material creates serious quality issues.
What Buyers Should Evaluate
1. Dimensional Consistency
Terminal width, wing shape, lance geometry, and strip pitch must remain accurate.
2. Material Stability
Hardness variation causes inconsistent crimp compression.
3. Burr Control
Excess burrs can cut wire strands or block housing insertion.
4. Plating Quality
Uniform plating improves corrosion resistance and solderability where required.
5. Reel Packaging Accuracy
Important for automatic feeding machines.
6. Production Traceability
A professional supplier should provide batch control and inspection records.
Why Manufacturers Source Open Barrel Terminals from Professional Factories
If your product reliability depends on electrical connections, terminal quality should never be treated as a commodity purchase.
A capable terminal manufacturer can provide:
Precision progressive stamping
Custom tooling development
Tight tolerance production
Tin / nickel / selective plating options
Reel or loose packaging
OEM connector-compatible designs
Stable lead times
Technical crimp support
For many harness manufacturers, changing to a better terminal supplier immediately reduces rejects and downtime.
Custom Open Barrel Terminal Solutions
Many OEM customers need non-standard terminals for unique applications.
Custom options may include:
Special material thickness
High-current geometry
Miniature connector terminals
Double-wire crimp design
Seal-compatible terminals
High-temperature plating
Custom carrier strip pitch
If you have drawings or samples, custom development is often possible.
Need High-Quality Open Barrel Terminals for Your Project?
If you need:
Standard or custom open barrel terminals
Stable crimping performance
Reel-fed terminals for automatic machines
Fast samples and competitive pricing
Contact us with your drawings or specifications for a quotation.
FAQs
1.What is an open barrel crimp terminal?
It is a stamped metal terminal with open wings that are compressed around conductor strands and insulation.
2.Is open barrel crimping better than soldering?
For mass production and vibration resistance, crimping is often preferred because it is faster and more consistent.
3.What causes weak pull force?
Common causes include under crimping, wrong wire size, damaged strands, or poor terminal design.
4.Can open barrel terminals be used in automotive wiring?
Yes. They are widely used in automotive harness systems worldwide.
5.How do I check crimp quality?
Use visual inspection, crimp height measurement, pull testing, and cross-section analysis when required.
6.Can you manufacture custom open barrel terminals?
Yes. Many terminal factories support custom stamping based on drawings or samples.

